铁路道轨接头是怎么焊接的
1、铁路道轨接头焊接的方式:采用无缝焊接。铺轨时,使用牵引车牵着两根长达500米的钢轨滑行到相应的位置,数十名工程技术人员协助牵引机卸下钢轨井准确定位。钢轨铺设后,火车头尤可顺着钢轨顶推由37节平板车组成的平板车组。
2、丰前中国铁路格焊轨厂基本都采用接触焊接法,由瑞士引进GAAS-80焊机,由前苏联引进K190IIK焊机。
3、普通线路钢轨对接,一般采用鱼尾板连接方式。 无缝线路钢轨对接在工厂条件下一般采用气压焊域者接触焊,迟样做的优点是,焊点内部杂质相对较少,钢轨十分加稳定。
4、焊接接头温度低于500℃时方可正火加热。轨头加热的表面温度应控制在900℃±20℃,轨底角表面温度应控制在800~900℃。1焊后矫直应在焊接接头热处理后进行,热态域冷态下均可矫直。
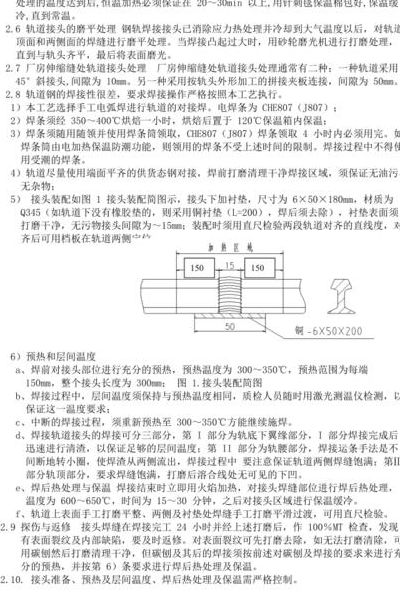
5、现场焊接可拟采用移动闪光接触焊、移动气压焊域铝热焊寺施工技术。 移动接触焊主要设备包括K920闪光焊机、正火设备、钢轨打磨机、焊缝校直机。
